Блесна "Кастмастер" - изготовление
Всем привет.
Сегодня речь пойдет о всем известной блесне «Кастмастер», наверняка все о ней слышали, многие её имеют и ловят на нее рыбу, «Кастмастер» — это действительно великолепная блесна и ловит рыбу отлично, и, как у всех великолепных блесен, цена у этой блесны тоже довольно приличная, но, как ни крути, блёсны — это все-таки расходный материал, и, как все расходные материалы, имеют свойство расходоваться во время эксплуатации по разным причинам, поэтому эти блесны я делаю сам, и делаю я эти блесны уже довольно давно.

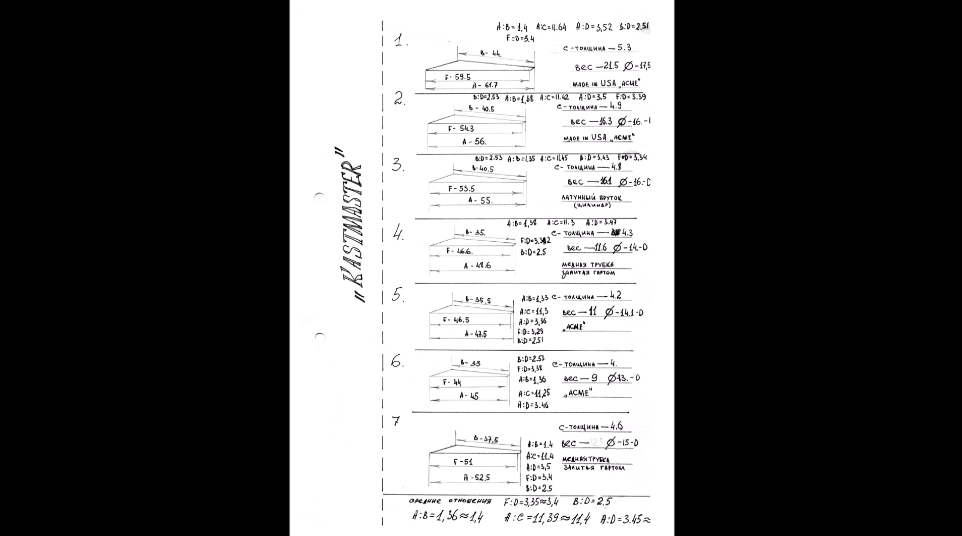
Изначально передо мной стояла задача изготовить блёсенку, максимально приближенную к размерам оригинала, я снял все размеры с этой блёсенки, и сделал таблицу, пересчитал отношения сторон и сделал таблицу исходя из этих размеров, теперь у меня есть таблица, с помощью которой я могу сделать блесну, отталкиваясь от диаметра любого размера, с размерами блесны, максимально приближенной к размеру оригинала, это сложно звучит, но на самом деле всё довольно просто. То есть иными словами, используя эту таблицу, я могу изготовить блесну, которая будет соответствовать размерам оригинала в любом диаметре.
Трубка из нержавеющей стали, диаметр трубки 18 миллиметров, но так как здесь поверхность не очень хорошая, не совсем чистая, я бы сказал, я на станке снял с нее три десятки, теперь здесь диаметр 17,7 миллиметра, исходя из этого диаметра я посчитал, что длина наибольшей плоскости здесь будет составлять 60,5 миллиметров, сейчас эту плоскость я и буду выводить на наждаке.

Дальнейшая разметка, общая длина блесны для этого диаметра будет 61,5 миллиметра, накидываю допуск полмиллиметра, то есть запас на обработку, и ставлю меточку, здесь все довольно приблизительно, пилить буду ножовкой, но лучше оставить лишнего, потому что тоньше сделать нельзя, иначе уйдет в брак, толще можно, потом, правда, больше отпиливать на наждаке придется.

Подровнял одну сторону на наждаке, отмерил длину и с запасом ножовкой по металлу отпилил заготовку. Теперь самая геморройная часть работы, длина всей плоскости 60,5 миллиметров, длина этой плоскости, которую сейчас буду выводить, должна быть 44,5 миллиметра, деталь маленькая, нагревается моментально, вода должна быть рядом, и на пальчик поддерживающий желательно намотать или скотч, или изоленту, так как существует вероятность подточить себе не только когти, но и сами пальцы, в общем, здесь нужно быть предельно внимательным.

И самое главное, эти две плоскости, низ и верх в поперечном плане должны быть абсолютно параллельны, при несоблюдении этого условия блесна не будет работать так, как нужно, ну и рыбу ловить тоже не будет, это, пожалуй, самое сложное, вывести эту параллельность, ну и размеры, конечно.

Блесенка по параметрам, по размерам уже почти готова, оставил еще по две-три десятки с каждой стороны на дальнейшую обработку. Теперь нужно снять заусенцы и залить гартом.

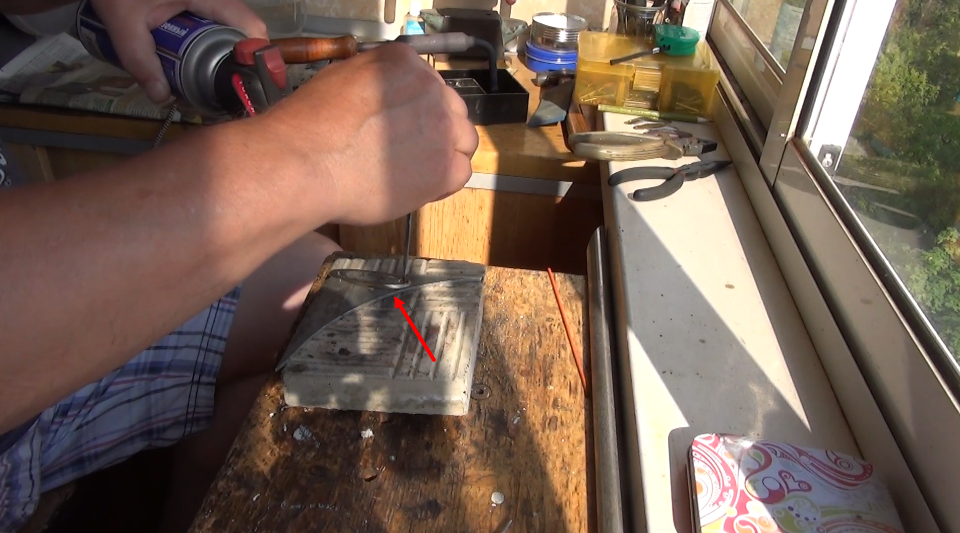
Теперь осталось облудить и залить гартом. Смазываем ортофосфорной кислотой и облуживаем паяльником, чтобы гарт хорошо прилип к заготовке. Гарт используется в типографском деле: сплав свинца, олова и сурьмы для изготовления типографских шрифтов.

Типографский гарт — это сплав свинца, олова и сурьмы. Температура плавления гарта ниже температуры плавления свинца, то есть плавится он легче. Плотность гарта тоже чуть ниже плотности свинца, примерно 9-10 грамм на кубический сантиметр, а плотность стали этой нержавейки, с которой я делаю блесну, семь и девять десятых грамма на кубический сантиметр, что вместе и даёт вес блесны чуть больше, чем оригинал, что мне требуется. Кладу гарт в середину заготовки и расплавляю газовой горелкой.
Теперь остынет и опять на обработку на наждак. Можно это сделать и паяльником, если паяльник достаточно мощный. Почти готовая блесна, вес 27 грамм, грамма 3,4 еще отсюда уйдет.

Ну вот обработка почти закончена. Осталось только просверлить отверстие и немножко шлифануть, придать блесенке более благообразный вид. Размеры: длина 61,85, на 3 десяточки больше — ничего страшного абсолютно, эта плоскость 44,57, должна быть 44,5, всё отлично, толщина в толстой части, где будет висеть крючок, 5,64, а должна быть 5,4, на 2 десятки толще — тоже вполне приемлемо, и толщина в тонкой части, где будет вертлюжок, 2,45, тоже норма.
В общем, из опыта что могу сказать: если вот этот размер толщину сделать чуть больше, это никак не влияет на клюв и способность блесны работать как нужно, как она должна работать, но если этот размер провалить, и если провалить существенно, всю блесну можно выбрасывать.


Ещё тоже по опыту: если блесна получилась тяжелее оригинала на грамм или два, это вообще отлично, на мой взгляд, работает лучше оригинала, я сравнивал, а вот если вес будет меньше оригинала, блесна тоже работать перестаёт. Вот такие пироги.

Теперь отверстия. С отверстиями тоже есть некоторая особенность: отверстие для крючка можно сверлить в любом расстоянии от края, это никак ни на что не влияет, а вот расстояние спереди блесны, где она будет крепиться, нужно, чтобы до края оставалось не менее трех миллиметров, если будет меньше, блесна начинает работать хуже, то есть расстояние должно быть определенным, не меньше чем нужно.
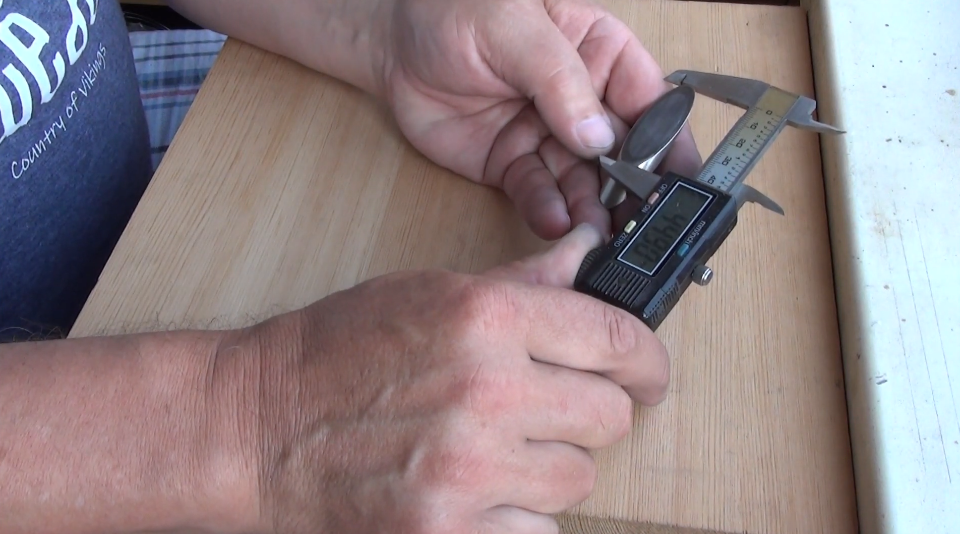
Просверлил отверстия, зачистил, теперь нужно оснастить блесну крючками. 25,2 грамма, отлично, то, что нужно, две десятых я учитывать не буду, 25 грамм будет весить блёсенка.

Ну вот и готова блёсенка полностью, скоро поедет ловить рыбу. Ну и как всегда, ни хвоста ни чешуи.

- Комментарии (4)






