Блесна Кт - Курская торпедка, как спаять.
Добрый день.
Сегодня мы спаяем зимнюю блесну. Мы уже паяли Маропетку сегодня предлагаю спаять блесну КТ - Курская торпедка, размером 36 миллиметров.

Приобретаем кусочек металла, в данной ситуации и, как уже показала практика, очень хорошо обрабатывается и достаточно плотный - это алюминиевый сплав D16t или аналог его. Он твердый, легко обрабатывается напильником, но при этом прочность и форму свою хорошо сохраняет. Достаточно для того, чтобы изготовить коронку. Материал мы взяли на ближайшем сборе металлолома, буквально 50 рублей за кусочек. Нам понадобится еще линейка металлическая, штангенциркуль, чтобы разметку сделать, напильники погрубее, понежнее, чертилка, ну и, соответственно, абразивные различные материалы, которые позволят нам довести до финиша этот пуансон.

Теперь приступим к разметке. Нам нужны будут тиски. В них будет существенно удобно. Отмеряем центр. толщина у нас 10 миллиметров. Размеры будем снимать уже с готовой блесны. Это Кт 36-ая маленькая, спортивная. В общем, будем прямо с неё переносить размеры на будущий наш пуансон. Перенесли размеры блесны на форму, пока в таком формате.

Сейчас будем обрабатывать и замерим высоту горбика и её расположение. Теперь напильником грубым обрабатываем по контуру делаем обнижение, оставляя только форму. Форму саму, которую мы с вами обвели, не трогаем, обнижаем только наружную часть заготовки. Утапливаем ее на высоту самой блесны - три миллиметра. Если что, потом подшлифуем.

Первый этап мы прошли. Сформировали профиль по габариту еще не полностью, не окончательно, но тем не менее. Основной профиль мы провели. Утопили внешний контур миллиметра на 4. Сейчас будем из него выводить обнижение хвостовой части и горбик ближе к крючку.

Переносим размеры точки горбика на наш профиль, чтобы начать формирование. Придали нашей форме уже горбик. Общие очертания блесны видны. Времени у нас заняло примерно минут 15-20.

Рекомендую, когда обрабатываете форму, выдерживать углы острыми, чтобы четко были видны грани, не скруглять их сразу. Эту операцию лучше сделать уже в процессе доведения самой формы. Это делать лучше после формирования общего контура и бугорка. Высота у нас осталась миллиметра полтора-два, этого достаточно для того, чтобы сформировать листик цветного металла и получить нужную чешуйку.
Процесс полировки стандартный. Я начинаю с шуруповерта головки абразивной с мелким зерном и потом довожу уже различными бумагами вплоть до 2500, чтобы форма имела гладкую поверхность и не передавала свой рельеф будущей блесне. Чем ровнее вы сделаете поверхность, тем лучше и четче будет отформована обратная заготовка и деталь будущей блесны.
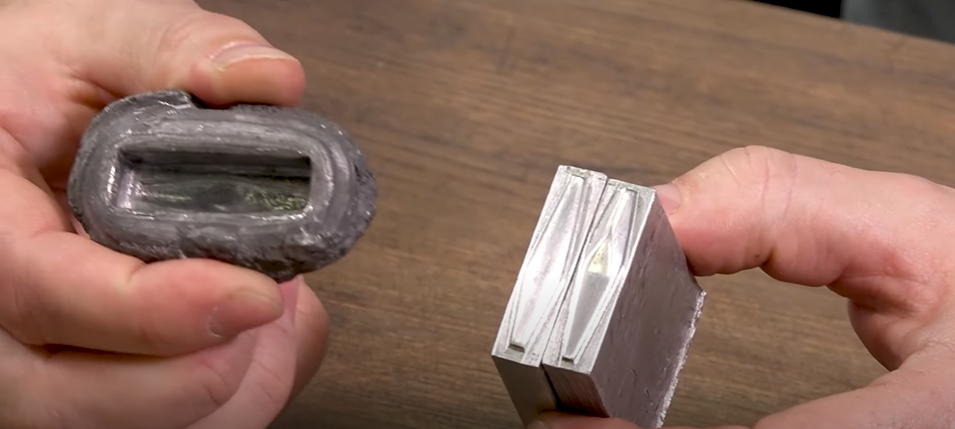
Для самой матрицы я применяю свинец. Проще всего разогреть в металлической крышечке свинец, выключить газ и, пока он еще жидкий, опустить в него пуансон. Так как материал быстро принимает тепло, то свинец быстро остывает и принимает форму нашей формообразующей. Формообразующая у нас готова.

Теперь приступим к изготовлению зимней блесны Кт - Курская торпедка размером 36 миллиметров. Для этого нам понадобится одной из сторон пуансон, второй стороны и матрица, которая будет вбиваться в формообразующую.
Соответственно материал, в данной ситуации мы будем брать мельхиор толщиной 0, 15 и латунь. Латунь чуть потолще, но можно, в принципе, те же самые 0, 15 взять. Можно взять 0, 2 толще смысла нет, будет сложнее формовать её. Вот, в принципе, и все.

Ушки мы будем делать из крючков. Ушко, где будет вешаться крючок, крючок возьмем из серии с большим ушком и крючок для привязывания лески с ушком по меньше. Ушки можно изготовить самостоятельно. В принципе, для этого понадобится проволока, желательно нержавеющая либо мельхиоровая. В данной ситуации у меня был поводок щучий, летний. Я из него сделал такие ушки, они уже облужены, подготовлены для крючка и соответственно для лески. Чем они хороши тем, что их можно будет установить в самую миниатюрную блесенку.

Еще нам понадобится, естественно, олово, кислота. Ватной палочкой я буду протирать заготовку, вычищать её перед пайкой.

Ну что, приступим. Подготовили заготовку. Теперь начинаем саму выштамповку коронки. Вложили заготовку в матрицу, в матрицу поставили пуансон и в принципе легкими движениями простукиваем молоточком и у нас получилась в принципе готовая коронка.

Вторую коронку мы также можем сделать в пуансоне с матрицей, либо изготовить уже по форме первой половинке коронки. Этим самым мы регулируем вес блесны итоговой. Можно блесну сделать порядка 3, 5 грамм, можно сделать 4, 5 грамма, то есть через матрицу формообразующая дает из двух половинок порядка 4, 5 грамм. Если делать лёгонький изгиб обратной стороны вручную, то получается порядка 3, 5 грамм. Блёсны немножко разные, играют немного, соответственно по-разному. Тяжелая блесенка играет по-быстрее легкая по-дольше опускается, но тем не менее, блесны разные, этим самым можно варьировать.

Обе половинки у нас готовы. Теперь начинаем паять. Разогреваем паяльник. Пока греется, смазываем внутреннюю часть коронки кислотой. Я применяю ватные палочки. Они помимо того, что наносят кислоту, они еще и немножко механически стирают окалину от пуансона и матрицы, помогая быстрее избавиться от загрязнения внутри. Паяется после этого намного лучше.
Олово у нас будет пос 60, одинаковое на обеих коронках по плотности, по весу, ну и в принципе все. Начинаем паять. Итак, первое - коронка у нас готова. Сильно не оплавляем, так как нам придется её стачивать. Вес одной из этих коронок с формообразующей примерно 2, 5 грамма. Вторая коронка будет тоже порядка 1, 6 грамма. Аналогичным образом паяем вторую. Вот у нас две заготовки. Теперь их нужно обработать. Лишние мы обрезаем ножницами, чтобы было меньше работы напильнику, максимально близко к самой форме. Обрезать желательно ее только после пайки, так как коронка до пайки не имеет жесткости и, скорее всего, она погнется в процессе обрезки.

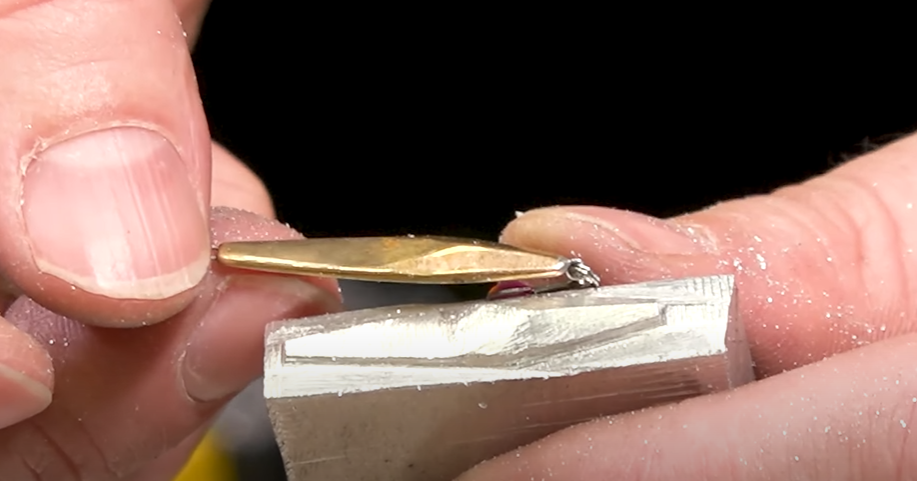
Обтачиваем теперь две половинки заподлицо, чтобы они потом могли соединиться в плоскости и получилась блесна. Ну вот, мы завершили обработку одной из форм. Поверхность ровная, однородная, без кратеров. Если появились кратеры, стоит их напаять и обработать заподлицо.

Теперь можно применить ту форму, которую мы выштамповали, она большего веса, а можно применить форму обратную и выкатать ее самостоятельно. Мы берем просто готовую половинку блесны прикладываем к кусочку металла, обводим, получаем габарит блесны.

Аккуратно вырезаем. Вручную форму выгнуть сможете не глубокую меньшего веса. В противном случае коронку поведет, будет не симметричная. Без штампа в ручную сделать глубокую форму достаточно сложно.
Подогнали под размер одной из сторон с формообразующей максимально точно. И, как я уже говорил, что есть несколько вариантов пайки. Сторона одна, можно даже обойтись одним штампиком и пуансоном и из этого штампика, из этой заготовки можно получить несколько видов блесен. Это с плоской стороной К-тешка, она тоже работает. Она, конечно же, легче существенно, с небольшой формообразующей, и соответственно, поглубже и потяжелее.
Для этого нужен специальный инструмент. У меня чертилка твердосплавная заготовка, одна сторона острая, другая с радиусом. Она прекрасно чертит по цветным металлам, если придать усилие, оставляет глубокие вмятины. По ним очень хорошо гнуть такие коронки, те же маропедки, листики и так далее.

Потихоньку начинаем выкатывать на резиновой шайбе или на коврике, конечно, будет поудобнее, если у вас есть, применяйте обязательно. Но небольшой радиус можно придать и на достаточно твердой поверхности. Главное, сильно сразу не давите, чтобы металл успел принять форму и растянуться там, где нужно. Планомерно вытягиваем металл в нужную нам сторону. Где мы проводим, туда он вытягивается. Но это если нету штампа, что-то штучное сделать.

Ну вот, форму придали нашей заготовке. Она немножко выгнута лодочкой. Сейчас мы ее оловом зальем и потом выровняем. Обработали, плоскость получили. Теперь ее надо немножко подравнять, так как форма была выведена вручную, может быть немножко вывернута вертолетиком. Соответственно, на ровную поверхность кладем и смотрим. Видим, что лежит на плоскости, зазоров нет. Соответственно, они между собой тоже сойдутся без перекосов.

Следующий этап - это спайка из двух этих половинок в единое целое. Спаивать можно несколькими способами, я пробовал спаивать на газовой плите. Поверхности, которые сопрягаемые, мы обрабатываем тоже кислотой, чтобы они лучше между собой связались. Складываем две половинки, прижимаем двумя губками, пассатижами и на газовой плите на газу быстренько расплавляем. Это очень быстро, но тут есть один тонкий нюанс. Надо не передержать на газу, чтобы температура не превысила высокую текучесть олова, и оно все не покинуло эти формы. Тогда будет вся работа проведена на смарку. Поэтому тут надо аккуратненько. Это только, наверное, с третьей, четвертой блесной у меня получилось правильно спаять. Только начинает вылезать олово по краям, тут же надо снимать с плиты.
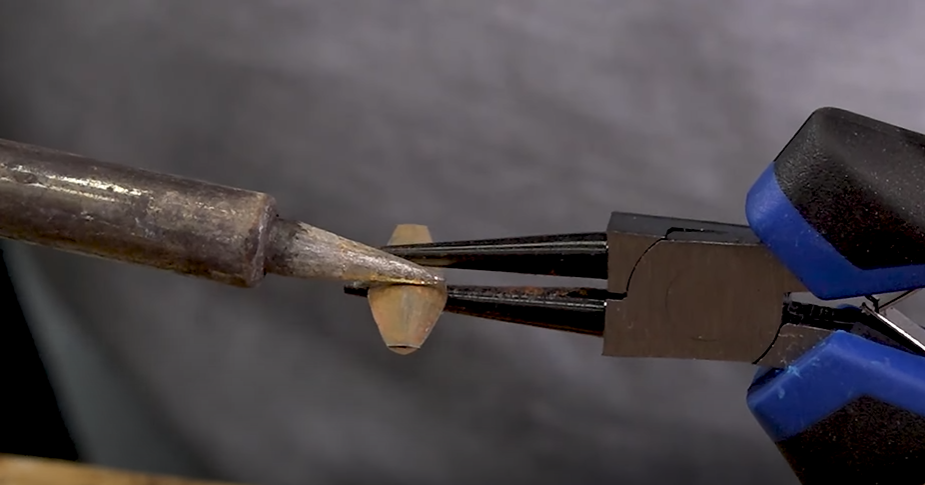
Ну и второй вариант - это просто пропайка соответственно паяльником. В данной ситуации, блесна маленькая. Если К-тешка будет более крупная, тут, наверное, температуру надо будет превысить 400 градусов, наверное до 500, если паяльная станция, тогда все спокойно спаяется. Ну а так мы паяльником греем саму форму, та, которая поменьше, прогреваем. И также, как только олово начинает показываться по углам блесны, мы прекращаем греть. Еще потом мы будем впаивать ушки и края зафиксируются уже в пайке ушек.
Немножечко вылезла олово, это свидетельствует о том, что блесна полностью прогрета со всех сторон и олово связало две коронки воедино. При пайке двух коронок сильно сдавливать между собой не нужно, лучше их согнуть лодочкой друг к другу, тогда края будут прижаты, а серединку вы потом пассатижами прижмете до нужной поверхности. Если долго передержать паяльником и перегреть, то помимо того, что вылезет олово, по краям образуются пустоты внутри еще, скорее всего изогнуться поверхности, материал тонкий, все-таки он подвержен деформации.
В принципе, все у нас получилось, осталось только впаять ушки и немножко придать блеска. Ушки будем впаивать из тонкой проволоки. Ушко для крючка немножко побольше в диаметре, чтобы у нас свободно колечко заходило и не мешало работе крючка. Также обрабатываем кислотой и аккуратненько впаиваем.

Ну вот, ушко впаяли. Сейчас мы его немножко повернем. Оно у нас должно быть в сторону половинки, которая меньше весом. То есть, падать блесна будет тяжелым ребром вниз и, соответственно, ушко мы смещаем в сторону более легкой коронки. В принципе, блесна после пайки готова, можно ее обработать.

Наждачить нужно до стадии своего удовлетворения, так как в принципе блесна работать будет и не в обработанном состоянии. Единственное, что после пайки стоит убрать кислоту. А кислоту убирать лучше всего раствором соды, разводить в небольшим объеме воды, чтобы буквально покрывало блесну, которую вы спаяли и немножко прокипятить, либо залить просто горячей водой кипяточком. Вы заметите, как они сразу посветлеют. После этой процедуры в принципе уже можно ловить. Но если хочется эстетики, красоты снасти, то конечно, стоит довести, довести не столько для рыбы, сколько для себя. Хотя в некоторых ситуациях блёсны полированные имеют определенное преимущество. Не сказать, что колоссальное, но преимущество прослеживается.
Грубый наждачкой мы обработали все места, где было олово напаяно теперь финишной. Сейчас проявляются бугорки от рельефа доски, на которой проводили формование второй половинке блесны, это тоже придает ей определенный, так сказать, шарм. Грубая обработка вся пройдена, осталось оснастить и пойти на рыбалку.

Так как блесна миниатюрная, то стоит, конечно же, фурнитуру применять максимально аккуратную в данной ситуации. Колечки kujira к этой блесне подходит прекрасно. К этой блесне прекрасно подойдут тройники 20-го номера, я заранее заготовил с капелькой флуоресцентной. Капельку можно делать одного тона, одного цвета либо из нескольких цветов, это уже на усмотрение ваше и предпочтение рыбы в ваших водоемах. Капелька в большинстве случаев играет как минимум положительную роль.
Я обычно тройничок цепляю одним крючком в сторону ребра тяжелого, а двумя крючками в сторону легкого ребра. Так как падать блесна будет ребром тяжелым вниз, то и крючочек немножко будет парусить, то есть он будет в таком положении. Но это делаю я так. Не знаю, может быть, у вас есть какие-то свои предпочтения. Мне показалось, что так блесна работает более стабильно и правильно.

В принципе, блесна готова к ловле. Блесны ТК стабильно работают на коротком взмахе и на сбросе, в зависимости от веса. Играют они немножко по-разному но принцип работы очень похож.

Блесна, которая уже была ранее собрана, отполирована. Она немножко тяжелее, видно, что она более пузатая, прекрасно работает тоже на сбросе. Вес у этой блесны порядка 4 граммов, на этой порядка, наверное, 3 граммов. Получилась разница где-то в грамм, может быть чуть-чуть больше.

Играет стабильно, хорошо работает по пассивному окуню. Применяйте, пробуйте. Блесна Тк должна быть в арсенале у каждого рыболова. Форма, образующая пуансон, над ним, конечно, стоит поработать. Как вы его доведете изначально, так и будет блесна выглядеть в итоге. Чем точнее и лучше она сделана, тем, соответственно и красивее будет и ровнее блесна.
Общие габариты моей блесны, ту, которую делаю я, по ширине где-то 8, 5 миллиметров. Габаритный размер самой блесны и длина - 36 мм. Высота этого ребра - 3, 2 мм. Высоту горбика можно сделать немножко больше. Здесь ничего страшного нет. Самое главное - его наличие присутствия.
Всего доброго. Пока.

- Комментарии (2)








